Forklifts are becoming increasingly important in internal logistics: The loading and unloading of lorries, internal transport and the assembling of high-bay warehouses can all be rapidly carried out by these vehicles. Moving around the smallest of spaces and swivelling the lifted load are the most significant challenges to be solved by forklift manufacturers. A forklift swivel attachment, strengthened with durable slewing rings made by LONGWEI offers manufacturers an economical and technically-sophisticated solution.
Internal tooth slewing bearing single row ball 4-point contact 013 series
The inner and outer gears of the slewing ring are directly toothed on the inner or outer ring, and are processed by a gear hobbing machine or a gear shaper. If the working environment is loaded, it needs to be quenched. The internal gear slewing ring: the overall appearance is relatively neat, There is no need to install a safety cover at the meshing part of the gear and the slewing ring. The gear has better dust resistance, longer retention time by adding lubricant, and lower transmission contact stress of internal gear meshing, less wear and longer service life.
If it is an internal gear type, the outer gear ring should be fixed with bolts of appropriate strength grade. The bolts and nuts should meet the standards of GB3098.1 and GB3098.2. Then the pinion gears mesh with the inner teeth to drive the inner ring to rotate to achieve the purpose of transmission.
Note
1. n1 is the nos of lubricating holes.Oil cup M10×1JB/T7940.1~JB/T7940.2.The Oil nipple’s location can be change according to the user’s application. 2. n-φcan change to tapped hole,the diameter of tapped hole is M,depth is 2M. 3. The tangential tooth force in the form is the max tooth force,the nominal tangential tooth force is 1/2 of the max one. 4. “K” is addendum reduction coefficient.
Plane deviation of mounting bracket P (mm)
Raceway center diameter
Plane deviation of mounting bracket P (mm)
DL(mm)
single row four ball
double row ball
cross roller
~1000
0.15
0.2
0.1
>1000~1500
0.19
0.25
0.12
>1500~2000
0.22
0.3
0.15
>2000~2500
0.25
0.35
0.17
>2500~4000
0.3
0.4
0.2
>4000~6000
0.4
0.5
0.3
>6000~8000
0.5
0.6
0.4
About heating quenching
Raceway heat treatment and tooth heat treatment are the biggest advantages of longwei transmission slewing bearing co.,ltd.
Tooth heat treatment is an important process in the processing of slewing bearings, and the application of some products requires relatively high hardness of the tooth surface. Through high-frequency induction hardening, the bearing tooth surface can be hardened, effectively increasing the strength and service life of the product. We can perform single tooth quenching or overall quenching according to the modulus and product design requirements.
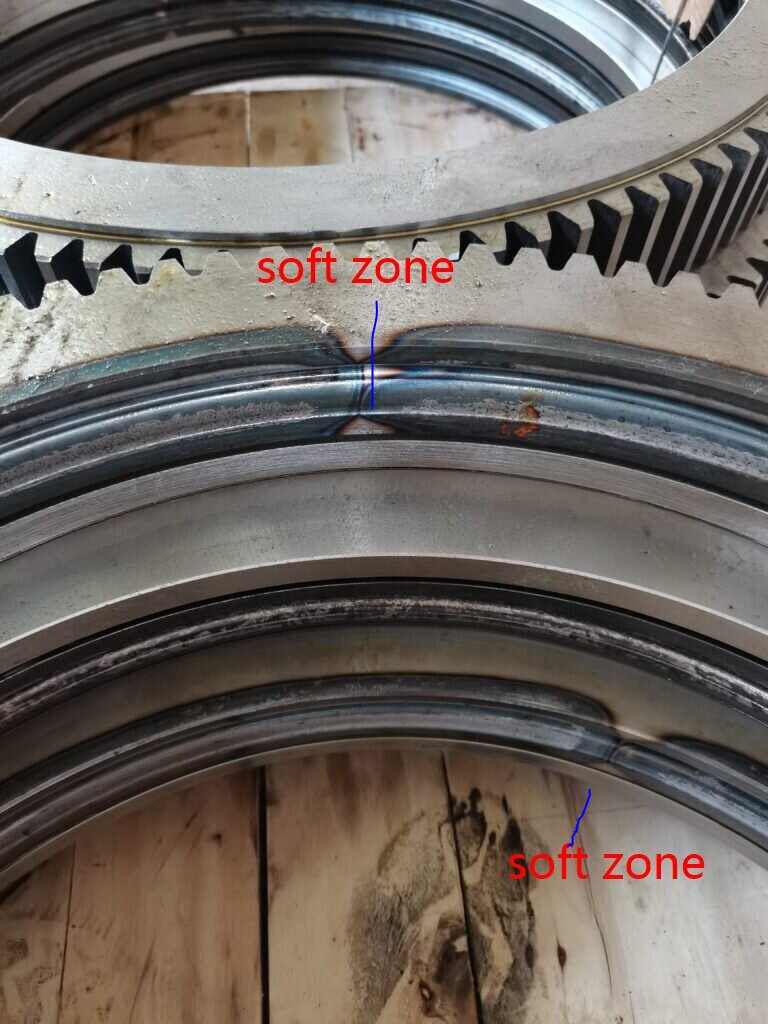
When continuous induction heating quenching is performed on the raceways of the slewing ring gear and the rolling ring, attention should be paid to the connection between the starting point and the end point of the slewing ring quenching. If the slewing bearing quenching belt overlaps, cracks are likely to occur. For this reason, a certain distance should be maintained at the head-to-tail quenching connection of the slewing ring.
FAQ :
1 LW Slewing Bearing Heat Treatment
Heat Gear Slewing Bearings are in the majority of cases supplied with spur tooth. Stub teeth also is ok.There are two kinds of tooth hardening. They are normalizing and tempering, According to the different applications, there are two ways of quenching. They’re whole tooth quenching and single-tooth quenching. Single-tooth quenching can be divided into tooth surface & root quenching and tooth surface quenching.
2 . The Calculation of Slewing Bearing.
Static load capacity
The determined loads must be multiplied with a factor fstat allocated to the application. The product Fa’ or Mk’ must be below the static critical load curve of the selected bearing.
With regard to radial loads in load combinations
Fa = axial load Fr = radial load Mr = tilting moment
3 Protection Against Corrosion
We make Protection Against Corrosion on surface of bearing,and make couple of packing paper.
4.Customize.
Yes,we have professional technical terms.
5.Warranty: General 1 year.
Reliable reputation.
Reviews
There are no reviews yet.
Be the first to review “single row ball internal gear slewing bearing for 40 tons Forklifts” Cancel reply
Xuzhou Longwei Transmission Machinery Co., Ltd
sales@islewingbearing.com
+86 516 85819994
+86 13852473691
+86 13852473691
+86 516 85558998
Yicheng Village Committee Industrial Park, High-tech Zone, Xuzhou City, Jiangsu Province, China












Reviews
There are no reviews yet.